
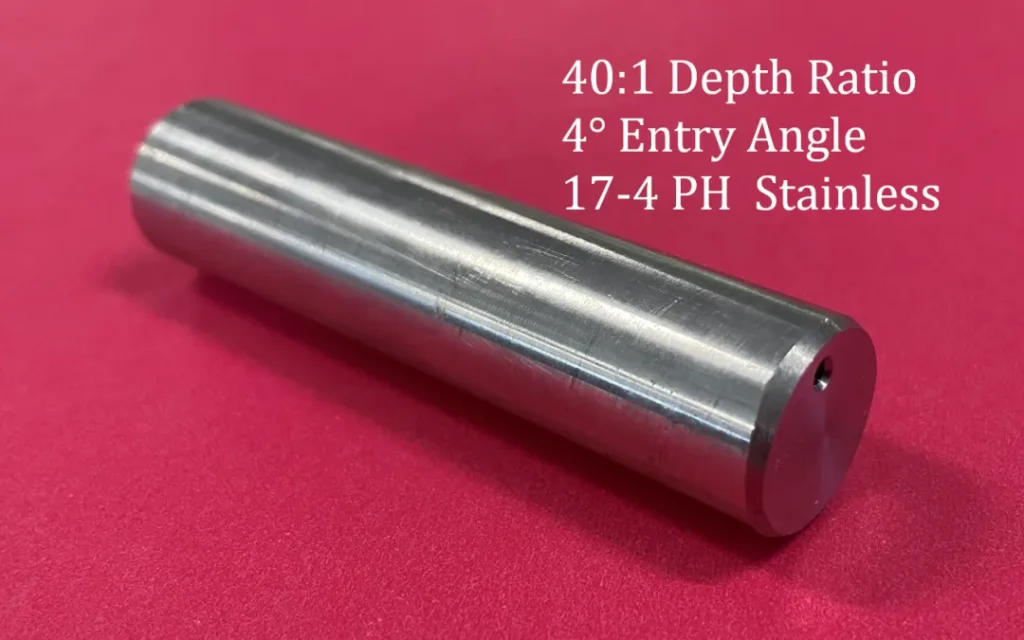
Drilling a 0.067″ diameter × 2.7″-deep hole at a 4° entry angle
Drilling a hole with depth-to-diameter ratio of 40:1 at an angled entry is a challenging callout for many CNC machining platforms. However, as part of an R&D effort for a customer, we recently produced such a feature on our Hurco VMX42i mill.
High aspect ratio drilling at this scale — 0.067″ diameter, 2.7″ depth — may have been achievable on our Swiss CNC lathes. However, the 4° angled entry requirement compounded the difficulty of the feature and placed it outside the limitations of our current CNC turning centers.
This led our team to the development of a process for angled, deep hole drilling on a standard 3-axis vertical machining center (VMC).
This technical note describes the process development steps we used to machine this challenging deep hole drilling feature on a standard VMC.
Primary Machining Risks
Developing a process for drilling a 40:1 hole at a 4° angle required us to first assess the primary failure risks associated with the operation:
- Chip packing and tool breakage: without high-pressure through-coolant, chips cannot be flushed continuously. Chips that accumulate in the bore can pack against the drill, causing it to deflect or snap.
- Drill wander: a 0.067-inch drill running 2.7 inches deep has very little inherent rigidity. Lateral force from an off-center entry, chip interference, or resonance in the cut deflects the tool off-axis, producing a hole outside positional tolerance.
- Work Hardening: The material we used in our test coupon was 17-4 PH Stainless Steel — a hard, work-hardening alloy that would test the tooling under heavy stress. A peck and retraction cycle can exacerbate work-hardening conditions.
Our process design was structured to address each failure mode explicitly.
Process Design
Tooling
We selected a Nachi 40xD drill based on tooling supplier recommendations for this diameter and depth range.
Toolholding
A hydraulic chuck was specified to minimize spindle runout. At 40 times diameter, concentricity error that would be negligible in a standard drilling operation compounds significantly at this depth ratio — the hydraulic chuck reduced this as a variable.
Entry Sequence
The angled entry surface introduces an asymmetric cutting condition at drill engagement. Our process addressed this with a two-step preparation sequence before the 40xD drill entered the cut:
- Spot drilling: A spot drill established an accurate starting geometry on the angled surface, preventing lateral drift during initial engagement.
- Piloting: A pilot drill opened a centered, full-diameter entry hole before the 40xD drill advanced. The pilot hole constrained the deep hole drill at the entry point — centering the drill.
Peck Cycle
Our process managed chips mechanically through controlled peck cycles rather than coolant flush. The tooling supplier’s guidance bracketed initial peck depth increments at 0.5 to 1.0 times diameter, which translated to roughly 40 to 80 peck cycles per hole. This increment was designed to break chips before accumulation reached a level that risked packing or tool breakage.
Retraction Strategy
Between pecks, we retracted the drill so that it remained within the pilot hole — not fully above the part face. Full extraction would allow the spinning shank to whip laterally while unsupported, introducing a destabilization risk at re-entry. Keeping the drill guided within the pilot hole throughout the peck cycle maintained consistent re-entry geometry.
Coolant
Standard VMC flood coolant at 300 PSI. Chip evacuation relied on the peck cycle rather than coolant flush. Investment in higher-pressure through-coolant delivery remains an option for future process refinement.
Results
Through optimization of speeds, feeds, and peck depth, we achieved a cycle of approximately 80 seconds per hole. Optical comparator measurements of the hole locations allowed us to report tolerance thresholds we could reliably achieve. Tool life did not reach its limit within the R&D cycle but exceeded 200 holes without breakage.
Key Takeaways
While dedicated deep hole drilling equipment is purpose-built for challenging features such as 40xD angled holes, a well-designed VMC process may be serviceable — particularly where small batch volumes do not justify capital investment in specialized equipment or an additional supply chain leg. This R&D effort confirms that with deliberate process design, a standard 3-axis VMC can produce a 40:1 depth-to-diameter hole in 17-4 PH stainless at a 4° angled entry and sustain tool life past 200 cycles. Therefore, a 40xD feature on a print is not automatically a reason to decline, subcontract, or invest in new equipment. It is a reason to ask whether a well-designed process on existing equipment can meet the specification.
Recent Comments