
This is the second post in a three-part series on lean visual systems. Read Part 1 here for the design principles that keep a visual system from losing its edge in the first place.
Refreshing a visual system isn’t a one-time fix. It’s part of the ongoing discipline of lean. People get used to what’s in front of them. Over time, even a well-designed board or work instruction can stop registering, no matter how useful it once was. The only real defense is to periodically look at a system the way an outside consultant would on their first walk of the floor: with no assumptions, no institutional memory, and no complacency.
Reviewing Visual Systems with Fresh Eyes
In Part 1, we discussed how habits serve as shortcuts to save us effort on attention, turning the familiar into the unseen. To undo that, a team has to look at their own boards and processes as if they were unfamiliar.
This is a difficult task. You can’t undo knowledge. You can’t see something again for the first time. You’re also generally unaware of how used to an environment you’ve really become. Until, that is, you find a piece of low-hanging fruit you’ve unwittingly tolerated for far too long.
With the difficulty of this task in mind, we offer this four-point framework we return to when it’s time to refresh our own visual systems.
1. Walk the floor like a newcomer.
Could someone unfamiliar with the operation follow along using the visual systems alone? Where are the gaps — the places filled in by institutional knowledge instead of the board itself?
When visitors are on-site, it’s worth asking them to interpret a board or two. What do they catch? What do they miss?
Frequently, actual newcomers — new hires — can provide some of the sharpest insights when encouraged to do so. They are truly interpreting these systems for the first time. Often, they came from a different production environment and are actively seeing the shop’s visual systems in contrast to the last one.
2. Ask the people who use the systems every day.
Operators and leads are usually best positioned to say whether a board still does its job. This works best when they’ve also been shown how to flag a problem or request a change.
Walk through the steps for changing a visual system with operators. When an operator notices a board’s out of date, do they know what action to take? Do they understand the organization’s process for evaluating a change request after it’s been flagged?
Most important of all: When operators suggest making a change to a board, do they receive follow-up when decisions are made? Even if the ultimate decision is not to change anything, hearing the reasoning behind that decision is feedback that input is valued and considered.
3. Keep the information current.
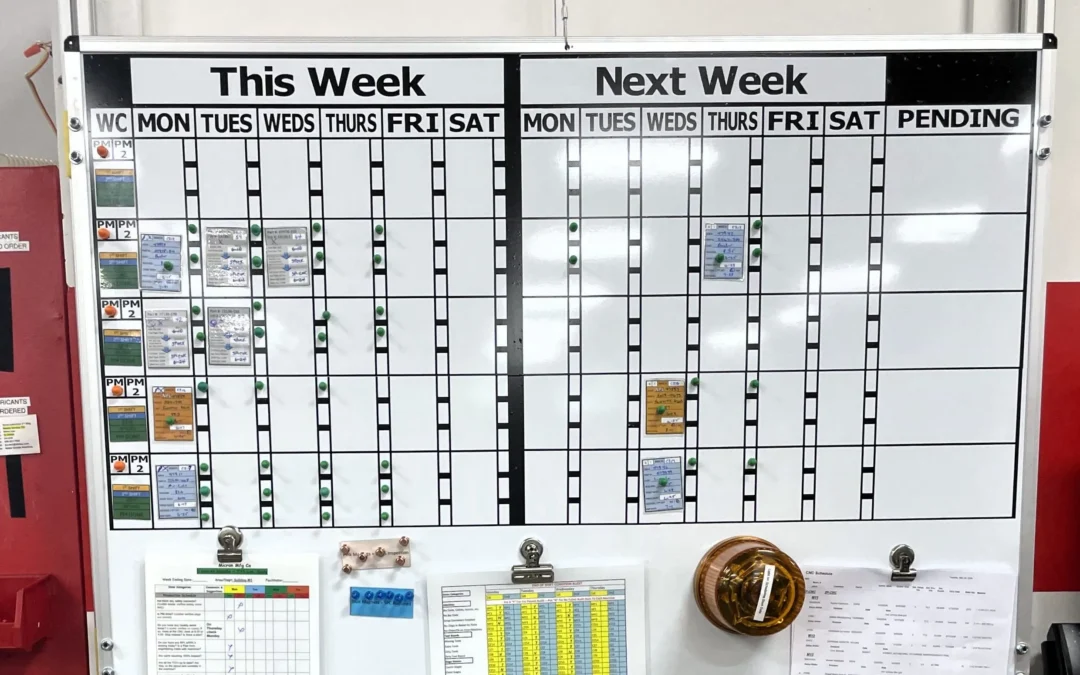
Pick a sample of boards, work instructions, and travelers on a given day, and check them against what’s actually happening on the floor. Each gap between the display and the real state of work, usually minor at first, becomes a piece of tribal knowledge. The first step in the solution is to make visual systems congruent with the actual process. The next is to ingrain a habit of updating them simultaneously.
4. Trace failures back to their visual systems.
When a job misses, a setup gets wasted, or a quality issue slips through, it’s worth asking a simple question: could a stronger visual control have caught this? Often, this requires a mindset shift that forces the team to push back against the first answer that comes to mind — namely, that the person or people who made the error need to “do better” and read the cues in front of them.
Nobody clocked in with the goal of making an avoidable mistake. Therefore, the more useful question to ask when failures occur is this: How did the system in front of the operator fail them?
Time to Put Up
In Part 1 of this series, on wallpaper, we made the case that design determines how long a visual system stays useful. This piece, on refreshing visuals, laid out a process for review and renewal.
But speaking with authority on lean visual systems wouldn’t feel earned without putting up some examples from our own shop floor. In Part 3, we’ll present some of the boards we actually use, the decisions behind how we built them, and what it takes to keep them from turning into wallpaper.